Control measures for minimizing exposure to metalworking fluid aerosols
Ochranné opatrenia na zníženie expozície aerosólom z procesnej kvapaliny
Miroslav Dado1, Richard Hnilica
1 Department of Manufacturing Technology and Materials, Faculty of Environmental and Manufacturing Technology, Technical University in Zvolen, Studentska 26, 960 53 Zvolen, Slovakia, dado@vsld.tuzvo.sk
Abstract
Metalworking fluids are utilized during machining to cool, clean, lubricate and protect tools and workpieces. The formation of polydisperse aerosols from metalworking fluids in machining operations poses a potential health risks to machine operators. Aim of the paper is clarify mechanisms of metalworking fluid mist generation and characterize control strategies for reducing occupational exposure to mist on the basis of literature review.
Keywords: metalworking fluid, exposure, mist
Abstrakt
Procesní kapaliny používané při zpracování kovů se využívají k chlazení, mazání a ochraně nástrojů a součástek. Vznik polydispezních aerosolů z kapalin používaných při kovoobráběcích procesech představuje potenciální zdravotní rizika pro obsluhu kovoobráběcích zařízení. Cílem tohoto příspěvku je objasnit principy vzniku aerosolů z těchto kapalin a charakterizovat strategie řízení pro snižování profesionální expozice aerosolům na základě studia odborné literatury.
Klíčová slova: procesní kapaliny, expozice, mlha
Introduction
Metalworking fluids (MWFs) have traditionally been used in machining operations to lubricate the chip-tool and tool-workpiece interfaces, remove heat from the workpiece and cutting zone, flush away chips from the cutting area, and inhibit corrosion.While each of these four functions can be employed as justification for metalworking fluid usage, it is widely believed that the primary functions of a metalworking fluid are lubrication and cooling [1].There are four primary categories of metalworking fluids that differ in terms of their thermophysical properties, common process applications, and method of treatment: straight oils, soluble oils, semi-synthetics, and synthetics. Straight oils are made up entirely of mineral or vegetable oils, and are used primarily for operations where lubrication is required. The remaining three types of MWFs are water-soluble and are classified by the ratio of water to mineral oil in their concentrated form. Soluble oils are mixtures of oil and water and have increased cooling capabilities over straight oils and offer some rust protection. Semisynthetics are similar to soluble oils in performance characteristics, but differ in composition because 30% or less of the total volume of the concentrate contains inorganic or other compounds that dissolve in water. Synthetic metalworking fluids contain no mineral oil and offer superior cooling performance. Various chemical additives such as emulsifiers, stabilizers, corrosion inhibitors, biocides, fragrances, extreme pressure additives are formulated into metalworking fluids in order to achieve specific performance requirements.
Despite above mentioned benefits, application of metalworking fluids during machining process onto rotating machine tool or grinding wheel generates liquid aerosols which can cause occupational health problem. Aim of the paper is clarify mechanisms of metalworking fluid mist generation and characterize control strategies for reducing occupational exposure to mist on the basis of literature review.
Health effects of occupational exposure
Exposure to metalworking fluids can result from inhalation of aerosols or from skin contact due to touching contaminated surfaces, handling of parts and equipment, splashing of fluids and settling of metalworking fluids aerosols on the skin [2]. Inhalation of metalworking fluids aerosols may cause irritation of the throat (e.g., sore, burning throat), nose (e.g., runny nose, congestion, and nosebleeds), and lungs (e.g., cough, wheezing, increased phlegm production, and shortness of breath). Metalworking fluids aerosol exposure has been associated with chronic bronchitis, asthma, hypersensitivity pneumonitis, and worsening of pre-existing respiratory problems. Skin contact with metalworking fluids may cause allergic contact dermatitis and/or irritant contact dermatitis depending on the chemical composition of the fluid, types of additives and contaminants contained in the metalworking fluids, type of metal being machined (e.g., nickel or chromium), and the exposed individual’s tendency for developing allergies. Petroleum-based products may cause occupational acne [3].
Mist-forming mechanisms
In general, mist is a set of suspended liquid droplets generated by condensation from the gaseous to the liquid state or by liquid breakup via splashing, foaming, and atomizing. The primary mechanisms through which metalworking fluid transforms itself into liquid aerosol in the surroundings are atomization and evaporation [4], [5], [6].
Atomization is a process of liquid jet disintegration into droplets finer than the liquid jet diameter. When metalworking fluid is applied as stream to the interface between the workpiece and the tool, mist can be generated as a function of energy input to the fluid by the kinetic energy of the liquid itself or by the mechanics of the machining process. Such generation of mist is most common in processes in which the fluid stream contacts the periphery of a rotating member, whether tool, as in drilling, milling, tapping, grinding, or a workpiece as in turning. In such processes, sufficient shear stresses are developed by contact of the fluid with rotating member to cause separation of droplets from the fluid stream, and to propel the droplets into surrounding atmosphere.
Fig. 1 Metalworking fluid mist generation mechanisms [1]
Vaporization takes place as a result of the heat generated in the work zone during machining. The heat flux between tool, the workpiece and metalworking fluid provides the energy to evaporate the fluid. This heat, which is transferred to the fluid, may rise its temperature above the saturation temperature. Vapour is then produced at the solid-liquid interface as a result of boiling. This vapour may cool and condense to form mist. The non-aqueous components of the metalworking fluid, which may contain harmful substances (tramp oil, bacteria), then become a fine aerosol that can enter the operator's breathing zone.
Strategies for reducing exposure to metalworking fluid mist
The primary means of controlling airborne exposures takes two tracks: preventing metalworking fluids mist generation (pollution prevention) and reducing exposure by the application of a number of well-known principles including engineering and work practice controls, administrative controls, and use of personal protective equipment (pollution control).
Preventing aerosol generation can be approached in different fashions. Proper design and operation of the metalworking fluid system include minimizing fluid delivery pressure, matching the fluid to the application, using metalworking fluid formulations with low oil concentrations, avoiding contamination with tramp oils, minimizing the fluid flow rate, covering fluid reservoirs and return systems where possible, and maintaining control of the fluid chemistry. The other method for reducing aerosol generation is chemical treatment, i.e. to modify the properties of the fluid in order to reduce its potential for forming a stable aerosol. Most of the antimist polymers are either polyisobutylene, polyethylene oxide or associative polymers. The first polymer class can be used in straight oil systems while the latter two are suitable for water-dilutable fluids. However, the physical theory behind mist suppressants is based on the atomization mechanism of mist formation, and, as a result, such methods may have little effect on reducing mist practices generated via vaporization/condensation [7].
Engineering controls
Machine enclosures are widely employed to control air quality by containing the mist and thereby protecting worker health. Total enclosures and tunnel enclosures are the recommended designs for effective containment of cutting fluid mists and reduced exhaust air volumes. The total enclosure design is more appropriate for machining centers while the tunnel enclosure design is better for transfer lines. Several types of designs, including side draft hood, push-pull hoods and canopy hoods, are not recommended due to their inherent inefficiencies and poor control of exposures [8].
However, construction of an enclosure around the machine tool serves to only temporarily contain the machining generated mist. Machining mist can escape, possibly in high mass concentrations, from openings in the enclosure. Also, opening the enclosure access door upon completion of a machining process allows accumulated machining mist to enter the workers’ breathing zone. The effectiveness of a machine enclosure is directly related to its ability to contain the cutting fluid mist produced during a wet machining process to prevent deterioration of the air quality in the workers’ environment. Intelligent machining system design, which considers the movement of machining generated mist subsequent to its generation, can make machine enclosures more effective.
One way to reduce employee exposure to metalworking fluid aerosols is to install an exhaust ventilation system to prevent the accumulation or recirculation of airborne contaminants in the workplace. A local exhaust ventilation system is the primary means for controlling employee exposure to air contaminants. This exhaust system is termed "local" because the source of exhaust or suction is located adjacent to the source of contamination. If properly designed, such an arrangement removes a contaminant directly from its source before it has an opportunity to escape into the workplace environment where it could be inhaled by an employee. Capturing and removing a contaminant at its source is the principle objective of local exhaust ventilation [9].
Hands et al. [10] investigated the efficacy of machining enclosures, in which exposure from three different control methods used for MWF aerosols were compared: original equipment manufacturer(OEM) enclosures with local exhaust ventilation, partial or retrofit enclosures with local exhaust ventilation, and little or no enclosure. The level of enclosure was compared to personal air samples collected over a six-year period. The results showed that systems with the OEM enclosures resulted in personal exposures of one-half the levels for either of the other two levels of control (retrofit or no control). No significant difference between the partial or retrofit enclosures and no enclosure was detected. The overall conclusion of the study was that the original equipment manufacturer enclosures provided the most effective control.
A mist collector is an air cleaning device used for removing metalworking fluid aerosols from an exhaust air-stream before discharge into the ambient air. Advantages and disadvantages of different techniques of mist collectors instalation (see Fig. 2) are summarised in Table 1.
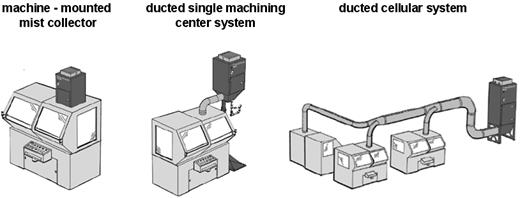
Fig. 2 Different techniques of mist collectors installation [12]
There are really three major technologies being used today for mist collectors: media filtration, electrostatic precipitation and centrifugal separation.
Media-type filtration systems typically consist of a blower and several filters of varying efficiencies. The contaminated air first passes through a coarse pre-filter where the largest particles are filtered out. It then moves through one or two medium-range filters before reaching the final filter, which is usually made from a high-efficiency HEPA material. The biggest drawback of media-type filtration systems is the high operating cost associated with replacement filters. Because these filters are designed to retain contaminants, they will become clogged with use. Usually they are made from media that cannot be cleaned, so the only alternative is replacement. Depending upon the cost of the filters and the replacement frequency, this type of system can be quite expensive to operate over the long term.
| Advantages | Disadvantages | |
|---|---|---|
| Machine-mounted mist collector |
- flexibility to move the machining center easily when manufacturing operations change - ability to power up the collector only when the machining center is on - fluid is returned to the machining center - no floor space required - simple maintenance routines - only one machine is without mist collection during any significant mist collector maintenance |
- each machine requires a motor starter- on collectors with a bottom inlet, - the drain is typically not designed for continuous operations - low ceilings, overhead cranes and electrical conduits may interfere with operation - multiple machines require multiple collectors - high energy usage |
| Ducted single center system |
- flexibility to easily move machining center when operationschange - the collector is turned on only when machining centeris on - simple maintenance - only one machine is without mist collection during mist collector maintenance |
- each machine requires a motor starter - ducting must be installed properly to minimize leaks - multiple machines require multiple collectors - high energy usage |
| Ducted cellular system |
- mist collector only operates when machining cell is operating - energy usage is minimized by using fewer collectors and fewer fans to operate - maintenance needs to be performed on only one mistcollector, not multiple units, reducing maintenance time andfilter and disposal costs - collected mist can be easily returned to the coolant filtration system of one machine or the central coolant filtration system |
- ducting must be installed properly to minimize chance of leaks - balancing the airflow between all machines so each machine has enough airflow requires expertise |
Table 1 Advantages and disadvantages of different techniques of mist collectors instalation [12]
Electrostatic preciptitators use a blower to draw mist and smoke particles past an ionizer, which imparts a positive charge to them. They then pass across a series of alternately like-charged and grounded collection plates. The particles are repelled by the like-charged plates and forced towards the grounded plates where they collect. The filtered air is returned to the shop. Although electrostatic systems are very efficient when the collection plates are clean, the efficiency drops off drastically as the plates become covered with particles. Each time a particle deposits on a plate, it eliminates a spot for other particles to adhere to. To maintain high efficiency, the collection plates must be cleaned often. This can be expensive because the residue is considered to be hazardous waste and must be disposed of by a certified waste handling company. Many electrostatic systems are sold with costly maintenance contracts, resulting in operating costs that greatly exceed the original unit purchase price.
Collection mechanism of centrifugal separators is based on centrifugal impaction. The contaminated air is vacuumed into the suction opening and filtered by the primary filter that removes larger mist particles. The rotating centrifugal force then causes the droplets to be propelled free of the filter drum towards the inside wall of the casing. High velocity air (caused by the centrifugal rotation) forces the liquefied oil to traverse along the walls to an opening whereby all the excess oil is driven through an opening and into a drain. The remaining sub-micron particles that cannot be removed by centrifugal force are then collected by a secondary filter located at the outlet port. Centrifugal oil mist collectors can have very high maintenance costs due to frequent cleanings that are required due to imbalanced impellers that cause machine tool vibration and loss of precision.
Administrative controls and personal protective equipment
Administrative controls include job rotation, good personal hygiene and proper housekeeping practice. If an enclosed and ventilated machine is used, the operator is advised to wait a moment before opening the machine enclosures after a machining phase to avoid inhaling the aerosols. Also, the use of compressed air in cleaning up the newly machined pieces should be reduced to a minimum, as it has recently been shown to increase respiratory exposure substantially [3]. Next important element of administrative control is training employees to follow the proper work practices and operational procedures for their jobs. Employees must know the proper way to perform job tasks to minimize their exposure to MWF and other hazardous chemicals. For example, machine operators should thoroughly understand the proper addition and dilution of fluids and components.
Engineering and administrative controls are the preferred methods for reducing employee exposure to metalworking fluid mist. However, in some situations, personal protective clothing and/or respirators should be used to prevent dermal/inhalation exposure to metalworking fluid aerosols. Respirators must be selected by correctly matching the respirator with the hazard, the degree of the hazard (airborne concentrations in the employee's breathing zone), and the user. Particulate respirator filters are classified into three filter series, depending on the resistance of the filters to oil:
- N (not resistant to oil),
- R (resistant to oil),
- P (oil proof).
These categories apply only to non-powered, air purifying, particulate-filter respirators. R- or P-series filters should be selected if there are oil (e.g., metalworking fluids, lubricants) or non-oil aerosols in the workplace. N-series filters should be used only for non-oil (i.e., solid and water-based) aerosols. According to NIOSH, the R-series should be used only for a single shift (or 8 hours of continuous or intermittent use) when oil is present. P-series filters can be worn for longer than eight hours. As with all filters, they should be replaced whenever they are damaged, soiled or causing noticeably increased breathing resistance [9].
Conclusion
Metalworking fluids are a necessity for many parts manufacturing operations. Careful selection, use, and maintenance of fluids and fluid-handling systems, along with proper application of engineering controls, administrative controls, and personal protective equipment, will minimize worker exposure to these potentially hazardous materials.
Acknowledgement
The paper is based on work performed under research contract no. 03/09 „Workplace atmosphere contamination by metalworking fluids mist in machining“of Internal Project Agency of Technical University in Zvolen which support is gratefully acknowledged.
References
[1] ADLER, D. P. et al. Examining the Role of Cutting Fluids in Machining and Efforts to Address Associated Environmental/Health Concerns. Machining Science and Technology, Vol. 10, No. 1, 2006, pp. 23-58.
[2] ROSS, A.S., TESCHKE, K., BRAUER, M. Determinants of exposure to metalworking fluid aerosol in small machine shops. Annals of Occupational Hygiene, Vol. 48, No. 5, 2004, pp. 383-391.
[3] LILLIENBERG, L. et al. Exposure to Metalworking Fluid Aerosols and determinants of Exposure. Annals of Occupational Hygiene, Vol. 52, No. 7, 2008, pp.597–605.
[4] MICHALEK, D. J. et al. Experimental and Analytical Efforts to Characterize Cutting Fluid Mist Formation and Behavior in Machining. Applied Occupational and Environmental Hygiene, Vol. 18, 2003, pp. 842-854.
[5] YUE, Y. et al. Character and Behavior of Mist Generated by Application of Cutting Fluid to a Rotating Cylindrical Workpiece, Part 1: Model Development. Journal of Manufacturing Science and Engineering, Vol. 126, No. 3, 2004, pp. 417-425.
[6] HWANG, J., CHUNG, E. Analysis of Cutting Fluid Atomization and Environmental Impact through Spin-Off Mechanism in Turning Operation for Environmentally Conscious Machining. International Journal of the Korean Society of Precision Engineering, Vol.4, No.1, 2003, pp. 49 – 55.
[7] DASCH, J.M. et al. Effectiveness of Antimisting Polymers in Metal Removal Fluids Laboratory and Plant Studies. Lubrication Engineering, Vol. 60, No. 5, 2004, pp. 38-46.
[8] JOHNSTON, W. J., WHITE, D. W. Machine Enclosure Considerations for Oil Mist Control. In AAMA Symposium Proceedings: The Industrial Metalworking Environment, November 13-16, 1995, Dearborn, Michigan, pp. 278-283. American Automobile Manufacturers Association, Washington D.C., 1996
[9] OSHA. Metalworking Fluids: Safety and Health Best Practices Manual [online]. cited:10.09.2009, available on: <http://www.osha.gov/SLTC/metalworkingfluids/metalworkingfluids_manual.html>
[10] HANDS, D. et al. Comparison of Metalworking Fluid Mist Exposures form Machining with Different Levels of Machine Enclosure. American Industrial Hygiene Association Journal, Vol. 57, No.12, 1996, pp.1173-1178.
[11] ROUSSEAU, D. Mitigating mist. Cutting tool engineering magazine, Vol. 60, No. 6, 2008, pp. 88-95.
Užitečné odkazy
Provozovatel portálu
Jeruzalémská 1283/9
110 00 Praha 1
Sociální sítě VÚBP
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Kde nás najdete
