Methodology of risk assessment in machinery
Metodologie hodnocení rizik ve strojírenství
Petr Blecha1
1Director of Institute of Production Machines, Systems and Robotics, Faculty of Mechanical Engineering, Brno University of Technology, E-mail: blecha@fme.vutbr.cz, http://www.fme.vutbr.cz
Abstract
The contribution deals with the problem of safety assurance in machinery in accordance with the requirements of the Directive 2006/42/EC of the European parliament and of the Council of 17 May 2006 on machinery, and amending Directive 95/16/EC (recast), replacing the Directive 98/37/ES. A new method of risk assessment in machine tools is presented, applying the system approach to hazard identification and to analysis and evaluation of risks associated with machinery, in accordance with the relevant Czech and EU legislation.
Keywords: Risk analysis, Risk assessment, Risk management
1. Introduction
In order to reduce the social costs induced by great number of injuries caused during work with machinery, a key component of engineering industry, many legal regulations of the European Community dealing with safety of machines and machinery binding both for producers and users continue to come into force. As the current development of science and technology is much faster than the legislation process, it is not possible to specify quite accurately and concretely the legal requirements on safety of individual products. In this environment, the suppliers of machinery must comply with ever-increasing and dynamically changing requirements and so continuous monitoring of the relevant legislation and standards is essential.
2. Review of occupational accident occurrence in the Czech Republic
According to statistical data from 2005, trends of overall occupational accident occurrence and occupational fatalities in the Czech Republic were different. The values of occupational fatalities indicators significantly decreased compared to 2004, while the overall occupational accident occurrence showed slight increase [8]. In 2005, there were 82 042 cases of incapacity to work due to occupational accidents reported in the Czech Republic. These accidents resulted in 3,702 mil calendar days of incapacity to work in total. The average length of incapacity to work due to occupational accident was 45.13 calendar days, which means that 10 143 people were absent from work each day on average as a result of occupational accidents
164 fatal occupational accidents were reported in the Czech Republic in 2005, of which 48 occurred in the sector of processing industry.
Selected sources of occupational accidents resulting in incapacity to work longer than 3 days:
- Material, loads, objects 38.6% of cases
- Working areas 28.4% of cases
- Equipment and tools 9.5% of cases
- Machines 8.3% of cases
Selected sources of fatal occupational accidents:
- Working area 18.3% of cases
- Material, load, objects 17.2% of cases
- Elevators and transporters 4.1% of cases
- Machines 3.6% of cases
- Electricity 3.0% of cases
Selected causes of occupational accidents:
- Incorrectly or insufficiently estimated risk 57.8% of cases
- Loss of control over machines 47.2% of cases
- Insufficient personal qualifications 31.8% of cases
- Slipping, tripping, fall of persons 17.6% of cases
- Movement of body under or with physical load 12.6% of cases
- Breaking, snapping, material destruction 4.9% of cases
- Overfill, overturn, evaporation, emissions 3.2% of cases
- Defective or unfavourable state of the source of injury 1.7% of cases
- Application of dangerous work methods 1.5% of cases
- Endangering by other persons 1.9% of cases
(individual causes overlap, therefore the sum is not 100%).
The above listed causes of occupational accidents advert to key significance of thorough risk assessment for development of a virtually safe machine. It is mainly the stages of identification and analysis of hazards and evaluation of risks associated with these hazards that are crucial for precise risk assessment. The current legislation and standardization specify the general procedure of the risk assessment process, not describing the method of realization of its individual stages. Besides, identification and analysis of hazards and estimation of their risk is done subjectively. For some types of machinery, manufacturers may use the type C standard containing a list of serious hazards; however, it usually does not comply with the current requirement on identification of hazards during the whole life cycle of the machinery. Therefore, the problem of risk assessment lies in the absence of methodology for hazard analysis and risk estimation that would increase the objectiveness of the results and support the fulfilment of all current legal requirements.
3. Hazard analysis and risk evaluation
A number of simple or more complex methods of hazard analysis and risk estimation are available (Checklist, Safety Review, Fault Tree Analysis, Event Tree Analysis, Failure Mode and Effect Analysis, Hazard Operation Process, Human Reliability Analysis, Preliminary Hazard Analysis, What - If Analysis, Meta-Quality Deployment etc.) [3]. Each of these methods has been developed for specific conditions of different cases of their application and therefore can not be used universally. The following methods may be more or less applied in the process of risk estimation in machinery:
- Checklist – in hazard analysis, checklist is for example the list of serious hazards presented in type C standard of the specific machinery.
- Failure Mode and Effect Analysis – a part of this method dealing with system analysis may be used during hazard analysis of machinery.
- What - If Analysis – when analyzing the hazards in machinery, we can apply this method for identification of hazards connected with the activity of operating personnel.
- Method Organised for a Systematic Analysis of Risk – when analyzing the hazards in machinery it is also convenient to see the equipment as a set of subsystems with interactive relations.
- Meta-Quality Deployment – when analyzing the hazards in machinery it is suitable to apply system approach to analysis of potential failures and their causes.
It turned out that a new methodology is needed for successful realization of risk assessment process in machine tools that would integrate the advantages of the above-listed methods and would apply system approach to the solution of this fundamental process.
4. Methodology of risk assessment
The following sections present the newly-developed system methodology for assessment of risks and determination of necessary preventive measures.
4.1 Planning of risk analysis and assessment
Risk analysis planning is a task of strategic management of an enterprise. The policy of risk perception must be clarified on the level of top management. The strategic risk management must provide determination and approval of limits of risk levels for evaluation of their seriousness, categories of probability of risk occurrence and tables of risk significance. Besides, it is necessary to gather information on the current state of the art of science and technology, solutions of safety risks in comparable products, information on previous occurrences of risks (i.e. accident occurrence) in similar equipment and to prepare the risk estimation graph.
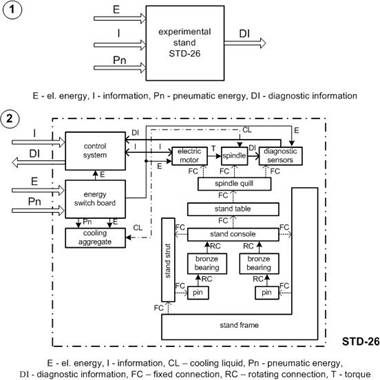
Fig. 1 Example of block diagram
4.2 System analysis of machinery
System analysis [1] of machinery is based on creation of its block diagram on suitable level of resolution (Fig. 1), which shows all relevant interactions between its individual elements (subsystems). In the following step, this block diagram together with the ČSN EN ISO 12100-1 standard are used for determination of all relevant hazards associated with the machine and the main dangerous areas of the analyzed machine are marked out.
4.3 Determination of limit values of machinery
Limit values represent the limit possibilities of the machine or staff:
Limits of use specify the intended use including various operational states of the machine, phases of use and various intervention processes during operation. Any reasonably foreseeable misuse should be also taken into consideration.
Spatial limits include range of movements, space for installation and maintenance of the machine, man-machine interface and machine-power supply interface.
Time limits include the expected service life of the machine, considering its intended use, and components used (i.e. tools, wear of parts, electrical components).
4.4 Identification of hazards
Identification of hazards in machinery is performed in accordance with the Czech technical standards ČSN EN 1050 [6], ČSN EN ISO 12100-1 [4] and ČSN EN ISO 12100-2 [5] for the whole life cycle of the machine, which includes:
Construction activities,
Transport activities,
Assembly, installation, putting into operation,
Setting up, staff training/programming and/or change of process,
Operational activities,
Cleaning and maintenance activities,
Troubleshooting,
Taking out of service and dismounting, disposal.
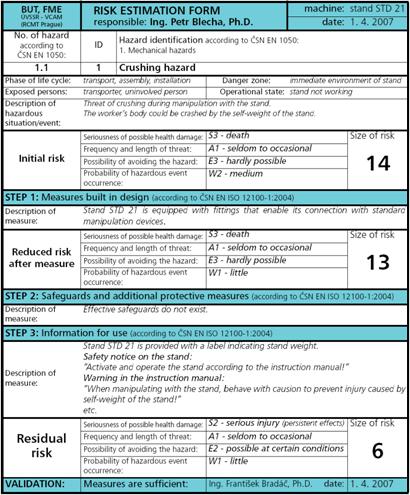
Fig. 2 Example of risk estimation graph
4.5 Risk estimation
It is convenient to estimate the level of risk with the use of risk estimation graph (Fig.2.) for all identified significant hazards from the “List of significant hazards”. If the hazards arise at more places within the machinery, it is necessary to perform the estimation of risk for all places of their occurrence in separate forms. The first estimation of risks is carried out for the case when no preventive risk-reducing measures are applied.
4.6 Proposal of risk-reducing measures
This step is performed in accordance with the requirements of ČSN EN ISO 12100-1 (iteration method). First, the built-in design measures are proposed, followed by safeguard measures reducing the risks, and information for users is provided. Each proposal of a measure must include a detailed written description of the risk reduction method.
4.7 Estimation of residual risk
After every proposal of a risk-reducing measure, the residual risk must be estimated (see 6.5).
4.8 Risk evaluation
Each of the estimated risks must be evaluated and classified as acceptable or unacceptable. It is necessary to bear in mind that total elimination of risk is not possible. If the level of risk is not acceptable, further risk-reducing measures must be proposed (see 6.6).
4.9 Information on residual risks
The hazards, whose risk can not be totally eliminated through construction and safeguard measures, must be listed in information on residual risks.
5. Documentation of the risk assessment process
The output of the risk assessment process in accordance with the proposed system methodology is the following documentation:
- Information on limit values of the machinery
- Block diagram of the machinery (fig. 1)
- List of relevant hazards (in table format)
- List of dangerous areas (in table format)
- Analysis of significant hazards (in table format)
- List of significant hazards (in table format)
- Estimations of risks of serious hazards (in separate forms – tab. 1)
- List of measures built in machine design (in table format)
- List of applied safeguards and additional protective measures (in table format)
- List of safety warnings on the machine (in table format)
- List of warnings in the instruction manual in table format)
- List of further measures that were taken (in table format)
- Protocol on risk evaluation
- Information on residual risks
Tab. 1: Form for estimation of risk associated with serious hazard
6. Conclusion
The proposed system methodology of risk assessment objectifies to a great extent the identification of hazards and estimation of risks. At the same time, it supports realization of risk analysis in all phases of life cycle of a machine. Working with the block diagram showing interactions between individual subsystems and elements, the methodology increases transparency of the whole risk evaluation process, thus enabling even the persons not directly involved in the machinery development to perform risk evaluation on highly professional level.
Acknowledgements
This research was supported by the Ministry of Education, Youth and Sports of the Czech Republic (program 1M Research centres, project 1M0507 "Research of Production techniques and technologies").
References
[1] MAREK, J. How to go further in designing methodology of machine tools? In Proceedings of AEDS 2006 Workshop. Pilsen : University of West Bohemia, 2006. S. 81–88. ISBN 80-7043-490-2.
[2] MAREK, J. Management of risk at design of machining centres. In Proceedings of Machine Tools, Automation and Robotics in Mechanical Engineering. Praha : ČVUT, 2004. S. 91-98. ISBN 80-903421-2-4.
[3] PALEČEK, M. a kol. Postupy a metodiky analýz a hodnocení rizik pro účely zákona č. 353/ 1999 Sb., o prevenci závažných havárií. Praha : VÚBP, 2000.
[4] ČSN EN ISO 12100-1:2004 - Bezpečnost strojních zařízení - Základní pojmy, všeobecné zásady pro konstrukci - Část 1: Základní terminologie, metodologie.
[5] ČSN EN ISO 12100-2:2004 - Bezpečnost strojních zařízení - Základní pojmy, všeobecné zásady pro konstrukci - Část 2: Technické zásady.
[6] ČSN EN 1050:2001 Bezpečnost strojních zařízení - Zásady pro posouzení rizika.
[7] Směrnice Evropského parlamentu a Rady 2006/42/ES ze dne 17. května 2006 o strojíních zařízeních a o změně směrnice 95/16/ES (přepracované znění) (Text s významem pro EHP). Úřední věstník Evropské unie, 2006, č. L157/24 CZ.
[8] Pracovní úrazovost v České republice v roce 2005. Praha : Český statistický úřad, 2006.
Užitečné odkazy
Provozovatel portálu
Jeruzalémská 1283/9
110 00 Praha 1
Sociální sítě VÚBP
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Kde nás najdete
